蝶番の取り付けは、本体と扉側の両方をそれぞれ欠き取り取り付ける方法と、扉側に蝶番を畳んだ2枚分厚さを欠き取る方法があります。
2枚分欠き取る方は建築での建具に良く見かけます。勿論家具でも使われていますし、どちらかを否定する気は毛頭ありません。作業性、取り付け精度、見た目など作り手の好みと思います。建築分野では建具は建具屋さんで収まる枠は大工さんという分業がなされていること、枠への欠き取りは非合理的であり非効率的であるからなのでしょう。
わたしは木工屋になった当初から、本体と扉側の両方をそれぞれ欠き取り取り付ける方法です。扉に2枚分欠き取ると本体側に蝶番の厚みが出てしまうのがどうも気に入らないのです。
欠き取りの方法は、蝶番に合わせた型板を作りテンプレートガイドを取り付けたトリマーで行うのが一般的と思います。当初は6mm厚のシナ合板に上下2個分を墨付けして糸鋸で穴開けしヤスリで仕上げていました。それなりに蝶番は収まるのですが微妙に満足できません。問題点は型板とテンプレートガイドにあります。
今回は、その型板の制作とテンプレートガイドについて。
型板の制作
トリマーのテンプレートガイドの外径は、マキタ、京セラ(旧RYOBI)とも10mmです。(海外メーカー品を所有していないため、あしからず!)刃径6mmのビットでは2mm差なので、開いた蝶番のサイズが32mm×50mmだと、型板には36mm×54mmを開けることになります。
糸鋸で開けてヤスリで仕上げていた頃は、型板制作に時間が掛かる割りに直線が出ない、精度が出ないなど‥‥。
型板に効率良く、精度が高い穴を開ける方法を2つ。
傾斜盤で開ける方法
ひとつは、傾斜盤で開ける方法です。傾斜盤のガイドとチップソーの設定をして刃を落とし型板を固定してから刃を徐々に上げて四辺を切削する方法です。直線は出るのですが、型板全体のサイズの精度、ガイドとチップソーの設定精度が必要となります。

型板分割の方法
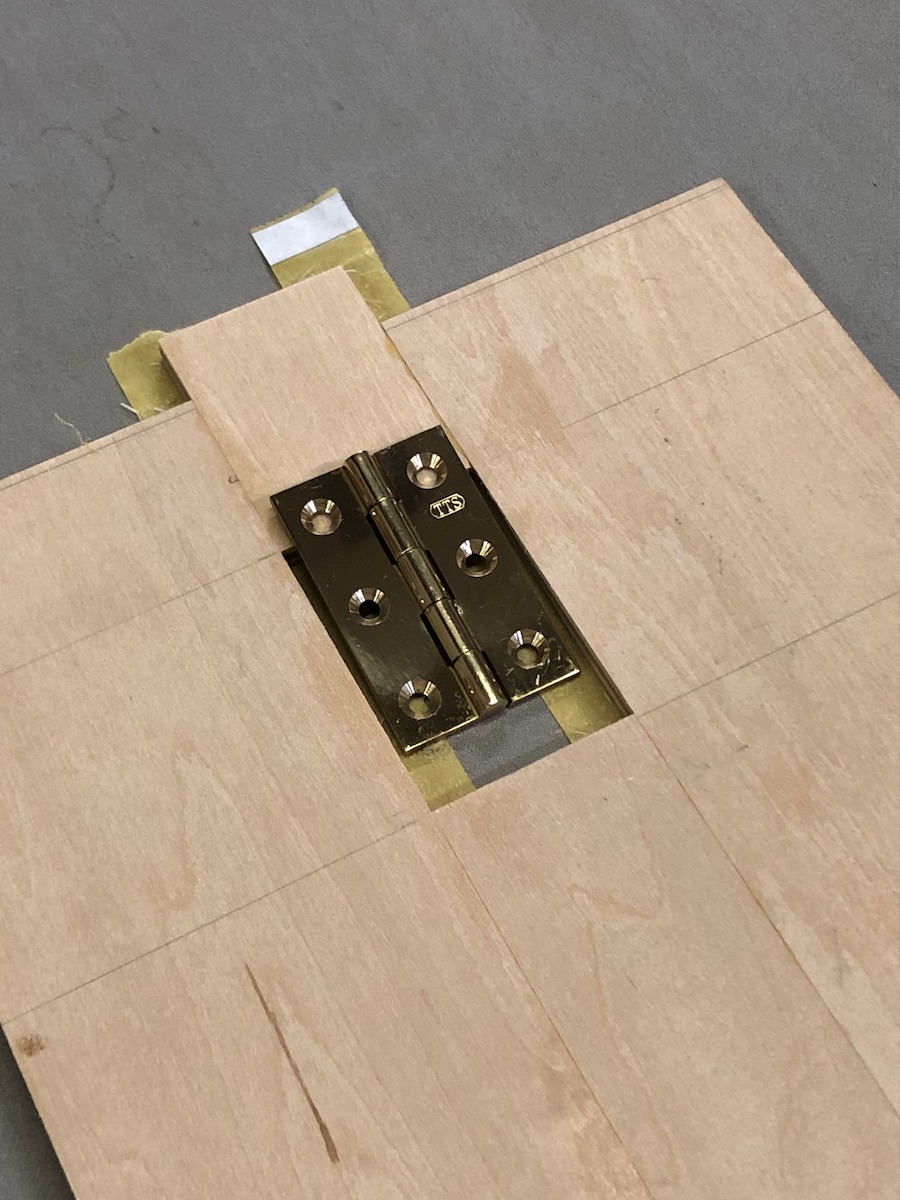
板に穴を開けるという発想を転換します。型板を5分割し蝶番部分を空けて接ぎ合わせる方法です。
写真にあるように両サイドの2枚に、蝶番幅に+2mm+2mmの幅の板を作り2枚の蝶番間の寸法-2mm-2mmの長さの板を中央に置き、上下にはその残りの材を2枚にしは蝶番長に+2mm+2mmの空白を作ってテープでセッティングします。
型板用の板を蝶番幅用と左右2枚作れば良いだけです。蝶番幅用には精度が必要ですが左右2枚の幅は適当でも良いのです。


セッティング時はテープ固定ですからやり直しもできます。裏表ともテープ固定でも構わないのですがセッティング後にボンドで接ぎ合わせておくと安心です。
制作時間は大幅に短縮でき精度も出ます。


どちらの方法もセンターラインを引くことを忘れずに!
トリマーのテンプレートガイドの問題点
マキタ、京セラ(旧RYOBI)ともベースプレートは射出成型の樹脂製です。射出成型では樹脂であっても金属であっても熱融解された原料は固形化するとヒケ(収縮)が生じます。とりわけ樹脂の場合は厚みのあるところはヒケが大きく出ます。固形化後に精度の高い切削成型を行えば良いのでしょうが、量産品では無理でしょう。
そのベースプレートですが、両社製品(マキタ:3701 京セラ:ATR51(旧TR51))とも取り付けるテンプレートガイドとの間に0,2mm程度の隙間があります。ガイド円中心とビット中心がずれているということです。
マキタの場合はガイドが固定されていないため力が入った部分にガイドがずれるので型板枠に沿うように切削すれば想定する線となりますが、ビットとの隙間は1.8から1.9mmと安定しません。
京セラの場合はガイドをアルミダイキャスト製のガイド用ナットでベースプレートに固定するするタイプで、偏心したままの切削となり1.8から2.2mmのムラ、合計0.4mmが出てしまいます。

真っ直ぐな材にトリマーを回転させながら切削していくと良く分かります。
3701はガイドがプレス品で調整を諦めましたが、ATR51の場合はガイドとプレートとの接触面に幅があります。そこで隙間解消をするためにプレート側内径にに0.05mm厚のシリコンテープを貼りました。これでムラを0.1から0.2mm程度に抑えることができました。ガイドの外周に貼っても良かったのですが、不都合と感じたらまた次回に。
おまけ
山椒の若芽もそろそろ摘んで佃煮に!
庭の野苺ももう直ぐだ。どちらも好物!!


